 Français
Français-
 English
English - Français
-
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


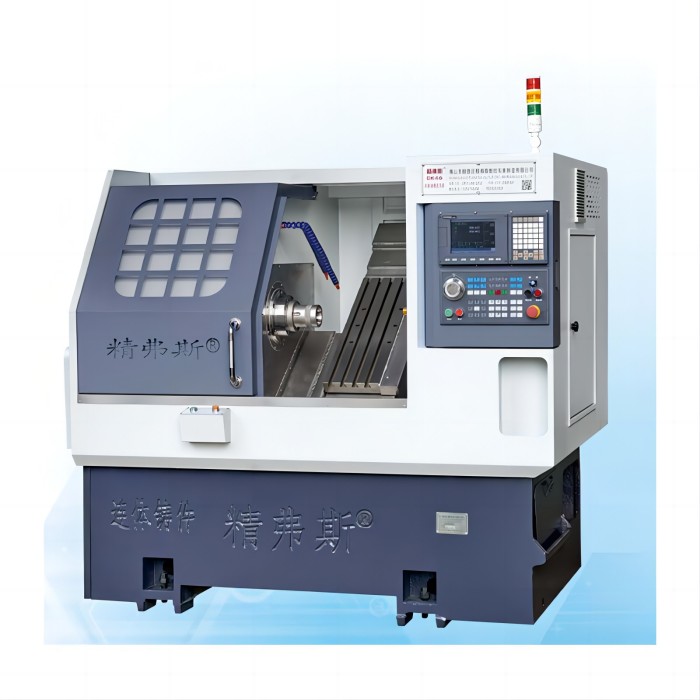
Exigences des machines-outils CNC pour la structure mécanique
La structure principale deMachine-outils CNCA les caractéristiques suivantes:
1) En raison de l'utilisation de broches à vitesse variable à haute performance et de systèmes de transmission de servo, la structure de transmission limite des machines-outils CNC est grandement simplifiée et la chaîne de transmission est grandement raccourcie;
2) Afin de s'adapter au traitement automatisé continu et d'améliorer la productivité du traitement, la structure mécanique des machines CNC a une rigidité et une précision d'amortissement statiques et dynamiques plus élevées, ainsi qu'une résistance à l'usure plus élevée, et une déformation thermique moins;
3) Afin de réduire les frictions, d'éliminer le dégagement de transmission et d'obtenir une précision de traitement plus élevée, des composants de transmission plus efficaces sont utilisés, tels que les paires de vis à billes et les guides de roulement, les paires de transmission anti-backlash, etc.
4) Afin d'améliorer les conditions de travail, de réduire le temps auxiliaire, d'améliorer l'opérabilité et d'améliorer la productivité du travail, les dispositifs auxiliaires tels que les dispositifs de serrage d'outils automatiques, les magazines d'outils et les appareils à modification automatique des outils et les périphériques de suppression automatique des puces sont utilisées.
Selon les occasions applicables et les caractéristiques structurelles des machines-outils CNC, les exigences suivantes sont proposées pour la structure des machines-outils CNC:
1. Rigidité statique et dynamique plus élevée de la machine-outil
Machine-outils CNCsont automatiquement traités en fonction des instructions fournies par la programmation CNC ou l'entrée de données manuelles. Étant donné que l'erreur de positionnement causée par la précision géométrique et la déformation de la structure mécanique (telles que le lit de machine-outils, les rails de guidage, la table de travail, le porte-outil et la boîte de broche, etc.) ne peuvent pas être ajustés et compensés pendant le traitement, la déformation élastique de la qualité de la structure mécanique doit être contrôlée dans une petite limite pour assurer la déformation élastique et la qualité de surface requise. Sous l'influence de sources de chaleur internes et externes, les différentes parties de la machine-outil subiront différents degrés de déformation thermique, qui détruira la relation de mouvement relative entre la pièce et l'outil, et provoquera également le déclin trimestriel de l'outil de machine. Pour les machines-outils CNC, car l'ensemble du processus de traitement est contrôlé par des instructions calculées, l'influence de la déformation thermique est plus grave. Lourd. Afin de réduire la déformation thermique, les mesures suivantes sont généralement adoptées dans la structure des machines-outils CNC: (1) réduire la génération de chaleur; (2) l'élévation de la température de contrôle; (3) Améliorer le mécanisme des machines-outils.
3. Réduire la friction entre les mouvements et éliminer la clairance de la transmission
Le déplacement de la table de travail (ou diapositive) de la machine CNC est équivalent à une petite unité en onze impulsions, et il est généralement nécessaire de se déplacer à la vitesse de base. Pour que la table de travail puisse répondre avec précision aux instructions du dispositif CNC, des mesures correspondantes doivent être prises. Actuellement, il existe des différences évidentes dans les caractéristiques d'amortissement de frottement des guides coulissants couramment utilisés, des guides de roulement et des guides hydrostatiques. Utilisez des vis à billes au lieu de glisser les guides dans le système d'alimentation, le même effet peut être obtenu avec la vis de plomb. À l'heure actuelle, les machines-outils CNC utilisent presque tous la transmission de vis à billes. La précision d'usinage des machines-outils CNC (en particulier les machines-outils CNC du système en boucle ouverte) dépend en grande partie de la précision de la chaîne de transmission d'alimentation. En plus de réduire les erreurs d'usinage des engrenages de transmission et des vis à billes, une autre mesure importante consiste à utiliser une paire de transmission sans espace. Pour l'erreur cumulative du pas de vis à billes, un dispositif de compensation d'impulsion est généralement utilisé pour la compensation de tangage.
Vie et rétention de précision des machines-outils
4. Afin d'améliorer la durée de vie et de précision des machines-outils, la résistance à l'usure des pièces de la machine CNC doit être entièrement prise en compte pendant la conception, en particulier la résistance à l'usure des pièces principales qui affectent les progrès, tels que les rails de guidage de la machine-outils, les composants de la broche du servo d'alimentation, etc.
5. Réduire le temps auxiliaire et améliorer les performances opérationnelles
Dans le traitement unique deMachine-outils CNC, le temps auxiliaire (temps non chipré) explique une grande proportion. Pour améliorer encore la productivité des machines-outils, il est nécessaire de prendre des mesures pour minimiser le temps auxiliaire.
À l'heure actuelle, de nombreuses machines-outils CNC ont adopté plusieurs broches, plusieurs détenteurs d'outils et des changeurs d'outils automatiques avec des magazines d'outils pour réduire le temps de changement d'outil. Pour les machines-outils CNC avec une consommation accrue de puces, la structure du lit doit être propice à l'élimination des puces.
envoyer une demande



X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité