 Français
Français-
 English
English - Français
-
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Maison
>
Des produits > Machine combinée de tournage et de fraisage
>
Machine de tournage et de fraisage à rainures intérieures à trois courbes
Des produits






Machine de tournage et de fraisage à rainures intérieures à trois courbes
La machine de tournage et de fraisage de rainures intérieures à trois courbes Jingfusi® est un outil d'usinage spécialisé utilisé pour l'usinage de précision de rainures intérieures avec trois surfaces courbes ou profilées. Cette machine de tournage et de fraisage de rainures intérieures à trois courbes est couramment utilisée dans les industries qui nécessitent la production de pièces complexes avec des rainures intérieures ou des profils qui ne peuvent pas être facilement créés à l'aide de méthodes d'usinage conventionnelles.
Modèle:CK46-3+2
envoyer une demande
Description du produit
Bien qu'elles soient principalement utilisées pour l'usinage de rainures intérieures, ces machines peuvent également gérer d'autres opérations d'usinage, ce qui les rend polyvalentes pour une large gamme d'applications. Des industries telles que l'aérospatiale, la fabrication de dispositifs médicaux, l'automobile et l'ingénierie de précision s'appuient souvent sur ces machines pour produire des composants complexes et de haute précision. Les machines de tournage et de fraisage de rainures intérieures à trois courbes peuvent traiter divers matériaux, notamment les métaux, les plastiques et les composites, en fonction des besoins d'usinage spécifiques.
Diagramme de déplacement de la machine

détails du produit

Liste des paramètres
| Article | unité | spécification |
| Max. diamètre de tournage | mm | 250 |
| Max. diamètre de la balançoire. sur un tour | mm | Ø500 |
| Max. diamètre de tournage à travers le lit coulissant | mm | Ø160 |
| Degré de lit incliné | degré | 35° |
| Déplacement effectif sur l'axe X | mm | 1000 |
| Déplacement efficace sur l'axe Z | mm | 400 |
| Axe X/Z max. vitesse de déplacement rapide | m/min | 24 |
| Surface de base en fonte | ㎡ | 1,8 x 1,1 |
| Taille de la machine : L xlxh | mm | 2100x1580x1800 |
| Poids net de la machine | kg | 2600 |
| outil n°. | pièces | 8 |
| Outils carrés | mm | 20x20 |
| Taille du couteau à trous | mm | Ø20 |
| Cheval total | kW | 13 |
| Consommation électrique moyenne | kW/h | 2 |
| Forme de face de broche |
|
A2-5 |
| Vitesse de broche | tr/min | 6000 |
| Réglage de la vitesse de broche | tr/min | 1-4500 |
| Couple nominal de la broche | Nm | 35Nm (1500 tr/min) |
| Diamètre maximum de la barre | mm | Ø45 |
Précision des machines-outils
| Précision de la machine, norme de facteur Jingfus : | ||||
| Élément de test majeur | Diagramme schématique | Norme d'usine | ||
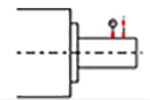
| Battement radial de la broche, |
 |
Détecter le faux-rond du cône extérieur | 0.0035 | |
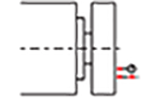
| Position de répétition de l'axe X, X |
 |
Détectez le positionnement répété de l’axe X. Remarque : prédisez d'abord environ 50 fois pour compenser l'erreur du moteur froid et du moteur chaud, puis détectez le positionnement répété. | 0.003 | |
| Position de répétition de l'axe Z, Z |
 |
Détectez les positionnements répétés sur l’axe Z. Remarque : prédisez d'abord environ 50 fois pour compenser l'erreur du moteur froid et du moteur chaud, puis détectez le positionnement répété. | 0.003 | |
| Position de répétition de l'axe C, C |
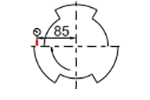 |
Détectez le repositionnement du point fixe de l'axe C, remarque : prédisez d'abord environ 50 fois pour compenser l'erreur du moteur froid et du moteur chaud, puis détectez le positionnement répété | 20 secondes d'arc | |
| Position de l'axe C rotatif, C |
 |
Détectez la précision de la position aléatoire de l'axe C, remarque : prédisez d'abord environ 50 fois pour compenser l'erreur du moteur froid et du moteur chaud, puis vérifiez les paramètres répétés. | 72 secondes d'arc | |
| Si le client souhaite tester la précision ISO ou VD1 de l'axe X/Z/Y, cela doit être déterminé au moment de la rédaction du contrat. Le client doit tester cet article en même temps que l'acceptation initiale de Jingfusi Factory. | ||||
Balises actives: Machine de tournage et de fraisage à rainure intérieure à trois courbes, Chine, fabricants, fournisseurs, usine, qualité, liste de prix
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.
Produits connexes









X
Nous utilisons des cookies pour vous offrir une meilleure expérience de navigation, analyser le trafic du site et personnaliser le contenu. En utilisant ce site, vous acceptez notre utilisation des cookies.
politique de confidentialité